圣安機械精密擠出設(shè)備專屬定制——24H在線提供全套服務(wù)
24小時咨詢熱線:13926896675

文章分類:行業(yè)新聞 閱讀量:469 發(fā)表時間:2023-11-28
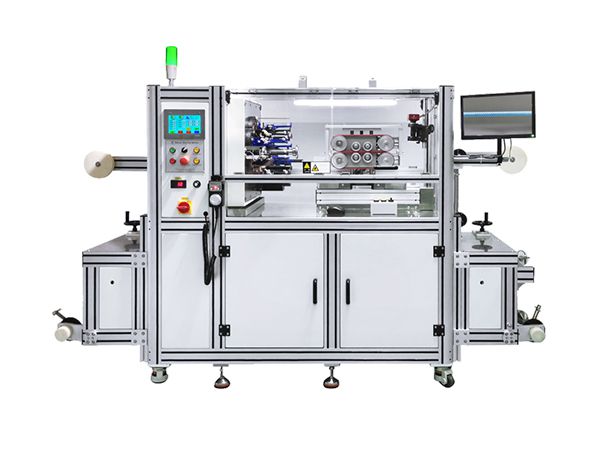
中心靜脈導(dǎo)管擠出機擠出最常見的問題不是出料口,而是進料段和壓縮段的高剪切熱,導(dǎo)致出料口物料出現(xiàn)“粘壁”癥狀。啟動一段時間后,型坯出現(xiàn)黃線,難以正常生產(chǎn)。因此應(yīng)盡量降低這兩個階段的設(shè)定溫度,減少外部供熱或調(diào)整配方,增加潤滑劑或減少加工助劑。如果效果不顯著或配方潤滑劑和加工助劑的改變導(dǎo)致型材質(zhì)量的改變,同時使用不同剪切性能的中心靜脈導(dǎo)管擠出機進行生產(chǎn),則高剪切擠出機不能使用相同的混合、儲存和輸送系統(tǒng),只能降低擠出速度,擠出機在較低的擠出效率范圍內(nèi)運行。所以廠家在添加或更新擠出機時,最好購買螺桿結(jié)構(gòu)和性能相同或相近的型號。
在中心靜脈導(dǎo)管擠出機擠壓過程中,材料從玻璃態(tài)轉(zhuǎn)變?yōu)槿廴趹B(tài)。除了平衡塑化所需的熱量和供應(yīng)的熱量,熔融壓力也是一個非常重要的控制指標。由于材料在擠出過程中受到模具阻力和螺桿壓縮比的影響,所以在常壓下不存在。用不同的模具,每個螺桿段的壓縮比基本不變,不變。每個螺桿段的壓縮比只是分配和調(diào)節(jié)每個螺桿段的物料壓力,不可能在擠出過程中增加或減少熔體的總壓力。總壓的調(diào)整主要取決于擠出速度、進料與W擠出速度之比等。調(diào)節(jié)擠出速度和料液比不僅是調(diào)節(jié)擠出溫度的重要措施,也是調(diào)節(jié)熔體壓力和擠出效率的主要措施。
在中心靜脈導(dǎo)管擠出機擠壓速度不變的前提下,進給速度增大或減小,進給段的螺桿物料體積發(fā)生變化,排氣段的物料體積保持不變,因此進給段和壓縮段的熔化壓力隨著壓縮比的變化而增大或減小。在喂料速度不變的前提下,提高或降低擠出速度都會改變喂料段螺桿的物料體積。排氣段的物料體積保持不變,因此進料段和壓縮段的熔化壓力隨著壓縮比的變化而增大或減小;進料速度與擠出速度同步增加或減少。因為進料段螺桿的物料體積不變,只是速度的增減引起的熔化壓力的變化。
中心靜脈導(dǎo)管擠出機的剪切熱是根據(jù)擠出物料的特性、形態(tài)和塑化熱來配置的。由于進料段和壓縮段的物料基本處于玻璃狀態(tài),需要處于“微熔狀態(tài)”直到出料段并緊緊包住螺桿,不會被螺桿筒剝離,需要更多熱量;所以加熱區(qū)的壓縮比較大;由于熔化段和計量段的物料基本處于粘性流動狀態(tài),但局部不均勻,需要進一步恒溫和少熱,因此恒溫區(qū)的壓縮比較小。實踐證明,增加螺桿前兩段的螺紋數(shù),會導(dǎo)致物料行程減少,但增加的剪切熱量遠大于物料行程減少所損失的熱量,是提高擠出機剪切性能最有效的措施。