圣安機械精密擠出設備專屬定制——24H在線提供全套服務
24小時咨詢熱線:13926896675

文章分類:常見問題 閱讀量:147 發表時間:2024-06-10
機械原理
在原料粉末里添加水或適當的液體,并進行不斷的攪拌。將攪拌好的材料,用高擠出壓力從多孔機頭或金屬網擠出。
通常是把材料放入圓筒形容器以后,用螺桿擠出材料。在使用變頻技術以后,可對壓力進行控制,從而可以選擇合適的線性速度。
單螺桿擠出機原理 單螺桿一般在有效長度上分為三段,按螺桿直徑大小 螺距 螺深確定三段有效長度,一般按各占三分之一劃分。 料口后一道螺紋開始叫輸送段:物料在此處要求不能塑化,但要預熱、受壓擠實,圣安塑料機械,醫療導管擠出機公司,過去老擠出理論認為此處物料是松散體,后來通過證明此處物料實際是固體塞,就是說這里物料受擠壓后是一固體象塞子一樣,因此只要完成輸送任務就是它的功能了。
第二段叫壓縮段,此時螺槽體積由大逐漸變小,并且溫度要達到物料塑化程度,完成塑化的物料進入到第三段。
第三段是計量段,此處物料保持塑化溫度,只是象計量泵那樣準確、定量輸送熔體物冂料,以供給機頭,此時溫度不能低于塑化溫度,一般略高點。
擠出機節能
擠出機的節能上可分為兩個部分:一個是動力部分,一個是加熱部分。
動力部分節能:大多采用變頻器,節能方式是通過節約電機的余耗能,例如電機的實際功率是50Hz,而你在生產中實際上只需要30Hz就足夠生產了,那些多余的能耗就白白浪費了,變頻器就是改變電機的功率輸出達到節能的效果。
加熱部分節能:加熱部分節能大多是采用電磁加熱器節能,節能率約是老式電阻圈的30%~70%。
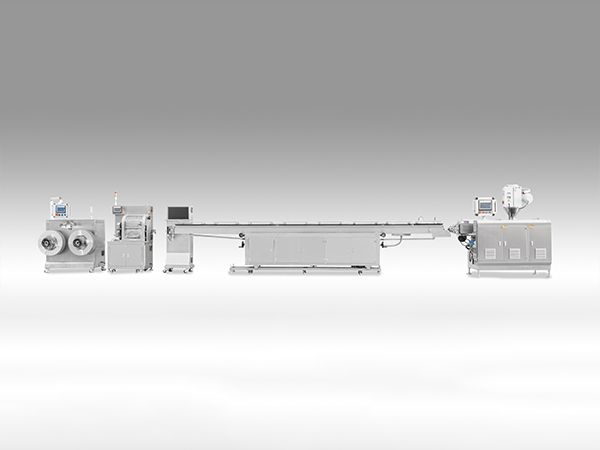
工作過程
塑料物料從料斗進入到擠出機,在螺桿的轉動帶動下將其向前進行輸送,物料在向前運動的過程中,接受料筒的加熱、螺桿帶來的剪切以及壓縮作用使得物料熔融,因而實現了在玻璃態、高彈態和粘流態的三態間的變化。
在進行加壓的情況,使得處于粘流態的物料通過具有一定的形狀的口模,然后根據口模而成為橫截面和口模樣子相仿的連續體。繼而冷卻定型形成玻璃態,由此得到所需加工的制件。
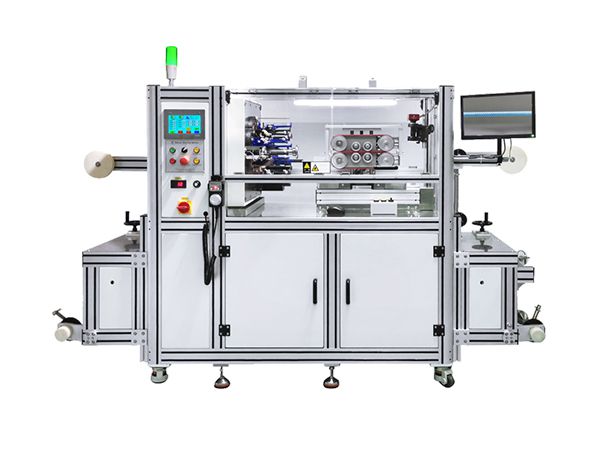
擠出機的構成
在擠出機中,一般情況下,基本和通用的是單螺桿擠出機。
其主要包括:傳動、加料裝置、料筒、螺桿、機頭和口模等六個部分。
傳動部分 傳動部分通常由電動機,減速箱和軸承等組成。在擠出的過程中,螺桿轉速必須穩定,不能隨著螺桿負荷的變化而變化,這樣才能保持所得制品的質量均勻一致。但是在不同的場合下又要要求螺桿可以變速,以達到一臺設備可以擠出不同塑料或不同制品的要求。
本部分一般采用交流整流子電動機、直流電動機等裝置,以達到無級變速,一般螺桿轉速為10~100轉/分。 傳動系統的作用是驅動螺桿,供給螺桿在擠出過程中所需要的力矩和轉速,通常由電動機、減速器和軸承等組成。而在結構基本相同的前提下,減速機的制造成本大致與其外形尺寸及重量成正比。因為減速機的外形和重量大,意味著制造時消耗的材料多,另所使用的軸承也比較大,使制造成本增加。 同樣螺桿直徑的擠出機,高速高效的擠出機比常規的擠出機所消耗的能量多,電機功率加大一倍,減速機的機座號相應加大是必須的。
但高的螺桿速度,意味著低的減速比。同樣大小的減速機,低減速比的與大減速比的相比,齒輪模數增大,減速機承受負荷的能力也增大。
因此減速機的體積重量的增大,不是與電機功率的增大成線性比例的。如果用擠出量做分母,除以減速機重量,高速高效的擠出機得數小,普通擠出機得數大。以單位產量計,高速高效擠出機的電機功率小及減速機重量小,意味著高速高效擠出機的單位產量機器制造成本比普通擠出機低。 加料裝置 供料一般大多采用粒料,但也可以采用帶狀料或者粉料。
裝料設備通常都使用錐形加料斗,其容積要求至少能提供一個小時的用量。料斗底部有截斷裝置,以便調整和切斷料流,在料斗的側面裝有視孔和標定計量的裝置。